
Determinación de la tensión superficial
Las tintas de prueba permiten determinar la energía superficial (ESU) y la tensión superficial (TSU) de cuerpos sólidos de plástico, metal, vidrio, cerámica y otros.
De ese modo se debe permitir sobre todo establecer el grado de adherencia de las superficies para la estampación, el pegado o el lacado, etc. en base a la imagen de humectación.
La tensión superficial se determina aplicando las tintas de prueba sobre las superficies que se han de ensayar en forma de trazo de pocos centímetros de largo y observando el comportamiento de la línea de tinta trazada.
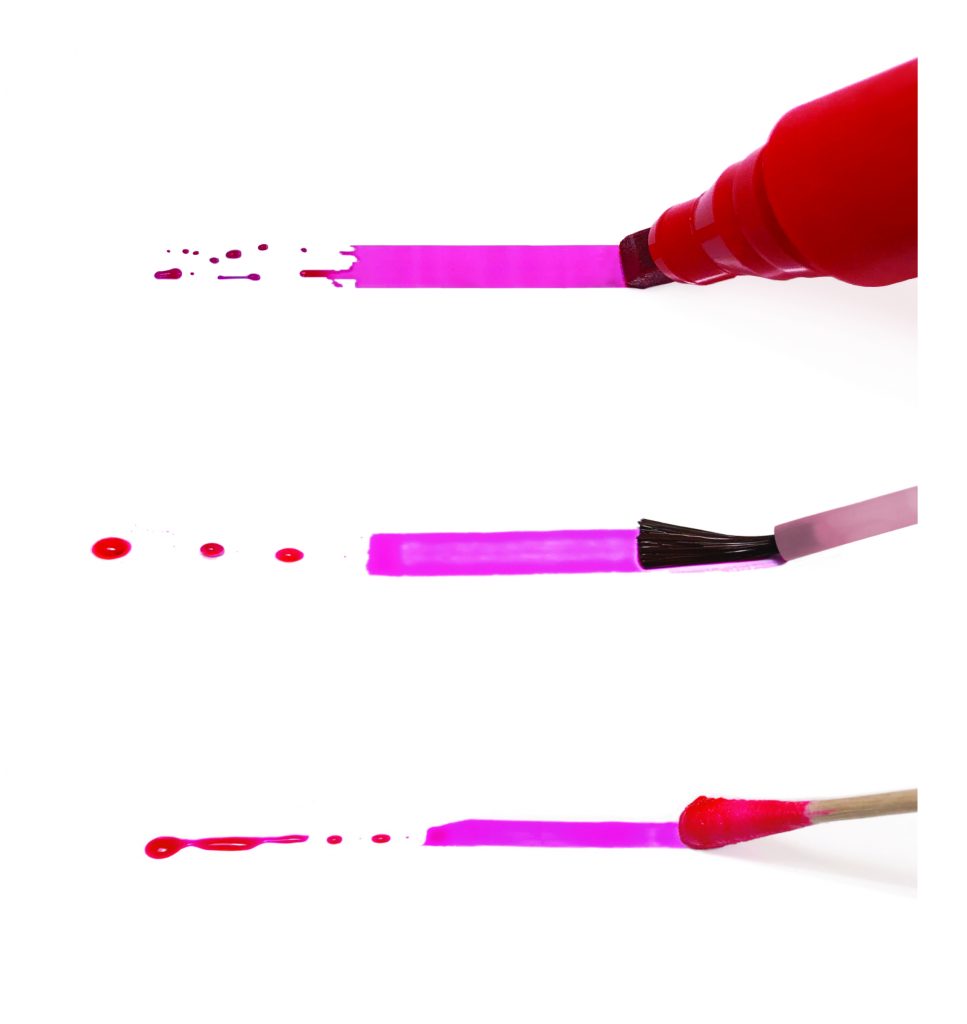
Si la línea se contrae en un tiempo de 2 a 4 segundos –en función de la especificación de la tinta– la TSU de la superficie de ensayo será menor que la de la tinta de prueba.
Por el contrario, la disgregación del fluido de la línea trazada indicará que la TSU de la tinta aplicada es menor que la de la superficie.
Si la línea se mantiene sin cambios durante el tiempo de observación, el valor de TSU será igual o algo mayor al deseado.
Al cargar el vídeo, acepta la política de privacidad de YouTube.
Más información
En el ejemplo de aplicación siguiente se ensaya con tintas de prueba PINK de botellas de 10 ml con bastoncitos de algodón. Tome un bastoncito de algodón nuevo para cada uso.
Al cargar el vídeo, acepta la política de privacidad de YouTube.
Más información
En este ejemplo de aplicación, la tensión superficial del plástico PE negro se prueba con el bolígrafo de prueba PINK 38 Jumbo.
Limpieza de los materiales
Los conceptos de limpieza y pureza de los materiales requieren una definición más precisa Dado que los materiales, ya sean piezas preformadas o láminas, están presentes en su superficie, puede aplicarse el concepto de limpieza, ya que la pureza de los materiales puede referirse a la estructura, es decir, también al tejido interior de un cuerpo completo.
La contaminación de los materiales puede tener varias causas y presentarse bajo muchas formas. Por una parte habrá que considerar la contaminación por partículas, pero también la contaminación por láminas. La primera se dispondrá como puntos individuales y estarán dispuestos de forma irregular y a intervalos.
Por el contrario, la contaminación por láminas cubre total o parcialmente las superficies y, aunque puedan describirse como limpias y puras, esto debería estar sujeto a una definición específica, por ejemplo, de la tensión superficial o la energía superficial.
Sin embargo, no puede hacer referencia a la microestructura interna de la pieza de trabajo, lo que, en el mejor de los casos, solamente puede describirse por la pureza. Dado que las superficies están sometidas a un mecanizado adicional, también se deben definir los estados de limpieza, lo que generalmente es posible con el concepto de tensión superficial.
Por ejemplo, el mecanizado se refiere a la estampación, el lacado y el pegado. Los métodos a este respecto son, como solución simple, el ensayo de las superficies con tintas de prueba y la medición del ángulo de contacto. El primero es fácil de manejar y, por lo tanto, referido a la práctica, ya que en los procesos de producción se puede aplicar la tinta sin problemas sobre las superficies de ensayo. El último requiere unas necesidades de equipos. Puede representar los componentes de la tensión superficial separados de forma polar y dispersiva.
El ensayo de las tintas de prueba solamente muestra la suma de ambos valores, lo que suele ser suficiente para una evaluación de las superficies. Ambos métodos no se pueden aplicar sin contacto ni de forma continua. Esto último significa que, en los procesos de fabricación, como en el caso de las láminas, las mediciones solamente pueden realizarse en reposo, es decir, no en bandas en marcha.
En casos excepcionales, la medición únicamente podría realizarse a una velocidad muy baja. Los términos de limpieza y pureza pueden emplearse de forma opcional, donde la limpieza se aplica siempre solamente sobre las superficies. Sin embargo, es mejor no emplearlos mezclados, ya que esto puede crear confusión.
El término pretratamiento se refiere tradicionalmente a la limpieza de superficies por medios mecánicos, sobre todo, el lavado con o sin disolventes. El pretratamiento se utiliza desde hace algunas décadas también con tratamiento físico mediante corona, plasma y aplicación de llama, donde se modifican las superficies por la acción eléctrica, de modo que se aumentan considerablemente sus proporciones polares, incrementándose así la tensión superficial y mejorando considerablemente la adherencia.
Por ejemplo, los plásticos hechos a partir de poliolefinas, cuyos valores naturales de tensión superficial se sitúan en 30 mN/m, pueden llevarse a niveles por encima de 45 mN/m con relativa facilidad, lo que proporciona excelentes valores de adherencia para la estampación, el pegado y el lacado. Estos valores no se pueden alcanzar en absoluto mediante métodos originales de limpieza, donde hay que tener en cuenta que, para un pretratamiento viable con los métodos físicos, suele ser necesaria una limpieza previa de modo mecánico.
Esto afecta principalmente a las superficies metálicas contaminadas, por ejemplo, con aceites que se utilizan en la fabricación de las láminas o de las piezas preformadas.