
표면 장력 결정
테스트 잉크를 이용해 플라스틱 – 금속 – 유리 – 세라믹 및 기타 소재로 된 고체의 표면 에너지(SE)/표면 장력(ST)을 확인할 수 있습니다.
페인팅할 표면의 접착성 또한 젖음성 패턴을 바탕으로 결정할 수 있습니다.
평가할 표면에 테스트 잉크를 몇 센티미터 길이의 선으로 도포하고 잉크 선의 반응을 관찰하여 표면 장력을 결정합니다.
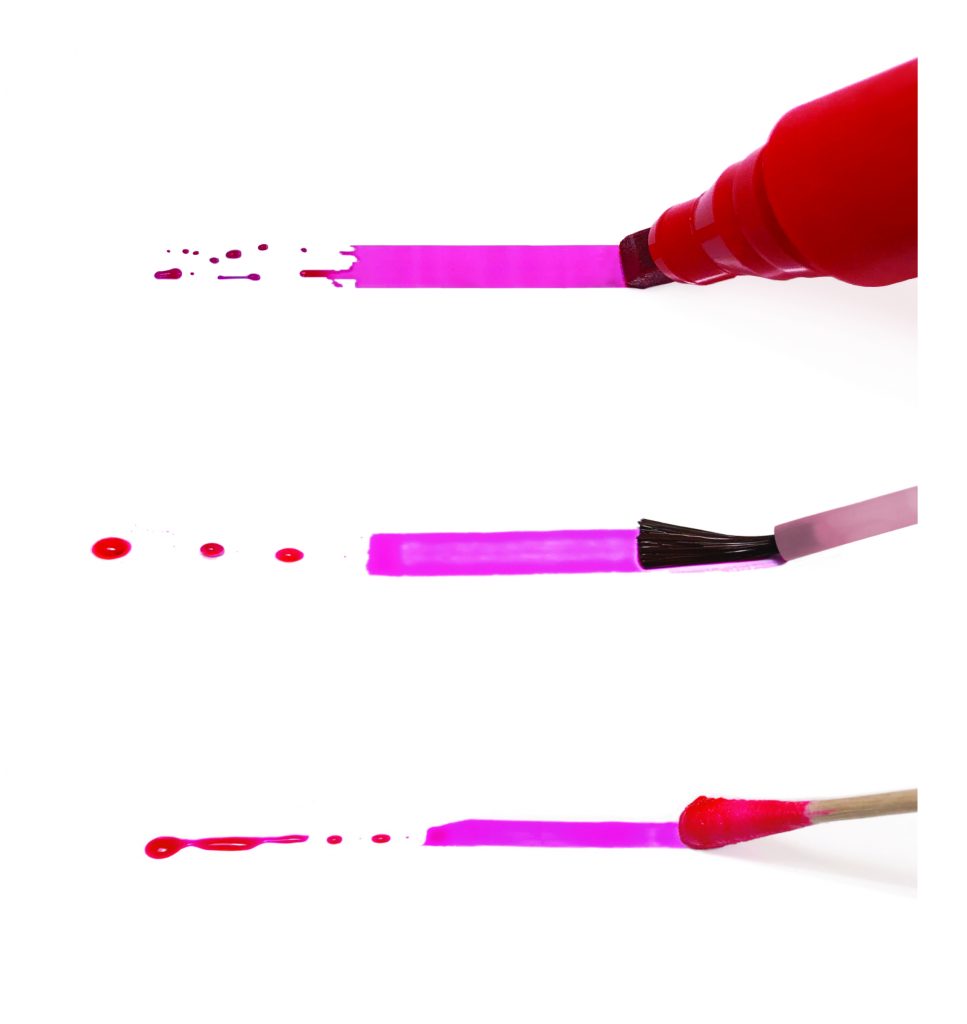
선이 잉크 사양에 따라 2초 또는 4초 이내에 동그랗게 모이면 검사 영역의 ST가 테스트 잉크의 ST보다 낮은 것입니다.
반대로 선 표시가 퍼지면 도포된 잉크의 ST가 표면의 ST보다 낮은 것입니다.
반대로 선 표시가 퍼지면 도포된 잉크의 ST가 표면의 ST보다 낮은 것입니다.
By loading the video, you agree to YouTube's privacy policy.
Learn more
이 사용 예시에서는 10ml 병의테스트 잉크PINK와 면봉을 이용해 검사합니다. 매 사용 시 새 면봉을 이용하십시오.
By loading the video, you agree to YouTube's privacy policy.
Learn more
이 사용 예시에서는 테스트 잉크 PINK 38 Jumbo를 이용해 검은색 PE 플라스틱 위의 표면 장력을 검사합니다.
재료 청결도
재료의 청결도 및 순도라는 용어에는 보다 자세한 정의가 필요합니다. 성형 부품 또는 필름과 관계없이 재료가 표면에 있고, 재료의 순도가 구조, 즉 물체 전체의 내부 구조에 관련될 수도 있으므로 이 경우 청결도라는 용어가 적절할 수 있습니다.
재료의 오염에는 여러 가지 원인이 있을 수 있으며 다양한 형태로 나타납니다. 막질 오염과 마찬가지로 입자성 오염도 한 번 관찰해야 합니다. 전자는 개별 점들로 존재하고 불규칙적으로 간격을 두고 배열되는 형태를 띱니다.
그에 반해 막질 오염은 표면을 전체적 또는 부분적으로 뒤덮으며, 깨끗한 경우 이를 순수하다고 설명할 수 있습니다. 이는 물론 예를 들어 표면 장력/표면 에너지를 각각 어떻게 정의하느냐에 달려 있습니다.
하지만 경우에 따라 순도로만 설명할 수 있는 작업물의 내부 구조와는 관련이 없을 수 있습니다. 표면에 추가 처리를 실시해야 하므로 청결 상태도 정의해야 하며, 이는 일반적으로 표면 장력의 개념을 이용해 정의 가능합니다.
처리는 예를 들어 프린팅, 페인팅 및 접착 공정에 해당합니다. 이를 위한 절차는 간단한 솔루션으로서, 테스트 잉크를 이용한 표면 검사와 접촉각 측정입니다. 전자는 생산 공정에서 검사 영역에 잉크 도포를 문제 없이 실행할 수 있으므로 쉽게 취급이 가능하여 실용적입니다. 후자의 경우 장비 비용이 필요합니다. 표면 장력의 구성 요소는 극성 부분과 분산성 부분으로 따로 나타낼 수 있습니다.
테스트 잉크 검사는 대체로 표면을 평가하기에 충분한 두 값의 합만 나타냅니다. 두 절차는 접촉하지 않거나 연속하여 사용할 수 없습니다. 후자는 필름의 경우와 마찬가지로 제조 공정에서 측정을 정지 상태에서만 실행할 수 있음, 즉 작동하는 상태에서는 실행할 수 없음을 의미합니다.
예외적인 경우 속도가 아주 낮은 경우에만 측정을 실행할 수 있습니다. 청결도 및 순도라는 용어는 선택적으로 사용할 수 있으며, 이때 청결도는 항상 표면에만 적용됩니다. 하지만 혼동을 일으킬 수 있으므로 용어를 혼용해서 사용하지 않는 것이 좋습니다.
전처리라는 용어는 전통적으로 물리적인 수단을 사용하여 표면을 세척하는 것, 특히 용제를 사용하거나 사용하지 않고서 닦는 것을 말합니다. 전처리는 수십 년 전부터 코로나, 플라즈마 및 화염을 이용한 물리적인 처리를 통해 적용되어 왔습니다. 이때 표면은 전기적 작용을 통해 극성 부분이 강하게 증가하도록 변화되고, 이로 인해 표면 장력이 높아져 접착성이 현저하게 개선됩니다.
예를 들어 자연적인 상태에서 표면 장력 값이 30mN/m인 폴리올레핀 소재 플라스틱은 비교적 간단히 45mN/m가 넘도록 만들 수 있으며, 이는 프린팅, 접착 및 페인팅을 하기에 아주 좋은 접착 값을 제공합니다. 이 값은 기존의의 세척 절차로는 절대 도달할 수 없으며, 물리적 절차를 통한 사용 가능한 전처리에는 대체로 기계적 방식의 사전 세척이 필요하다는 점을 확인할 수 있습니다.
이는 예를 들어 필름 또는 성형 부품의 제조 시 사용되는 오일로 오염된 금속 표면의 경우 특히 해당됩니다.